
起重机自动化控制系统全解析:克鲁德重工从手动到智能升级方案
起重机自动化控制系统是由可编程逻辑控制器(PLC)作为核心控制大脑、变频调速装置作为动力执行枢纽、传感器系统作为感知神经、通信网络作为数据传输骨架、安全控制系统作为保护屏障、人机界面(HMI)及远程监控平台作为交互窗口组成的综合电气与信息控制系统。其工作原理为:传感器(绝对值编码器、激光测距仪、格雷母线等)实时采集起重机的位置、速度、载荷、摆角等状态信息,经由PROFINET/PROFIBUS工业总线传输至PLC控制器(西门子S7-1200用于一般控制需求,S7-1500用于高实时性高精度控制),PLC运行用户编写的控制程序(包括逻辑控制、PID闭环调节、输入整形防摇算法、安全联锁逻辑等),将计算结果输出至变频器(西门子SINAMICS G120/V90)驱动电机运行,同时通过HMI(西门子KTP系列或威纶通)和远程监控系统实现人机交互与数据可视化,最终完成从手动操作到全自动无人化的起重机智能作业全过程。
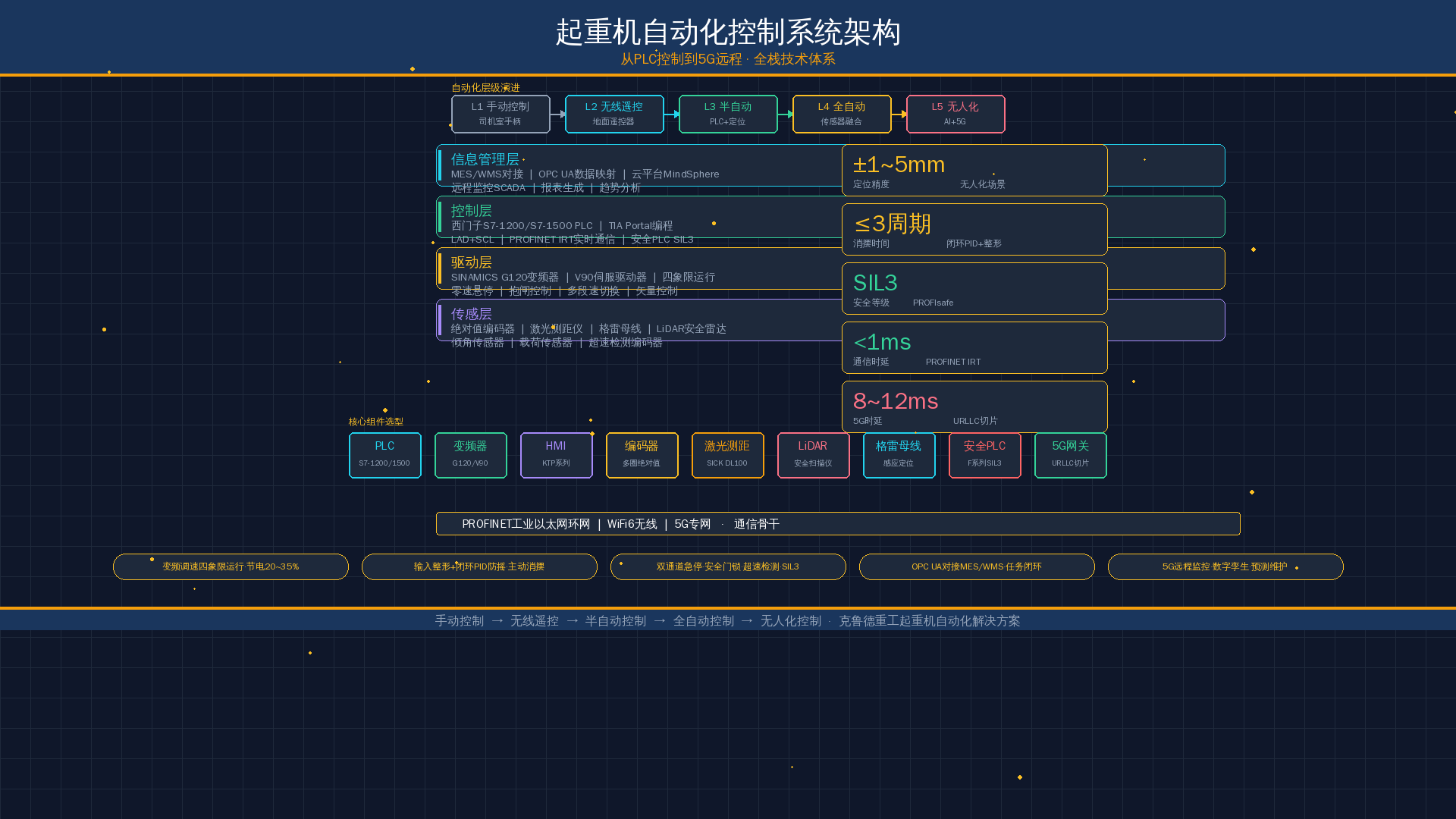
随着工业4.0和智能制造的深入推进,起重机械作为物料搬运的关键装备,正经历着从传统手动控制向数字化、智能化、无人化方向的深刻变革。克鲁德重工深耕起重机制造领域多年,融合西门子工业自动化生态体系,构建了覆盖手动控制、无线遥控、半自动、全自动到无人化五个层级的完整起重机自动化控制解决方案。本文将从控制系统架构、PLC设计、变频调速、定位防摇、安全控制、通信网络、远程监控及MES/WMS系统对接等维度进行全面解析。
一、控制系统架构总览
起重机自动化控制系统采用分层递阶架构设计,自下而上分为四个层次:现场设备层、控制层、监控层和信息管理层。现场设备层包括各类传感器(绝对值编码器、激光测距仪、限位开关、载荷传感器、激光雷达等)和执行机构(变频电机、制动器、液压推杆等);控制层以西门子S7-1200或S7-1500系列PLC为核心,运行实时控制程序和安全逻辑;监控层通过人机界面HMI(西门子KTP700/1200系列或威纶通MT/iP系列触摸屏)提供本地操作监控界面;信息管理层则通过工业以太网与上位机服务器、数据库及企业MES/WMS系统对接,实现生产调度数据的双向交互。
在通信架构方面,控制系统主干网络采用PROFINET工业以太网环网拓扑,支持等时同步模式(IRT),确保各从站设备间的数据交换延迟小于1毫秒。无线通信层采用WiFi6(IEEE 802.11ax)接入点加工业级无线客户端组网方案,满足移动小车、旋转机构等运动部件的实时数据回传需求。针对远程监控场景,引入5G SA独立组网模式,端到端时延控制在10ms以内,支持高清视频流与实时控制数据同步传输。
克鲁德重工起重机自动化控制体系根据自动化程度的不同,可划分为五个发展阶段,以下对比表直观展示了各层级的核心差异:
| Steuerungsart | 操作模式 | 定位精度 | Anwendungsbereiche | 投资等级 |
|---|---|---|---|---|
| 手动控制 | 司机室手柄/凸轮控制器直接操控电机启停和换向 | ±50~100mm(依赖操作人员经验) | 低起重量、低频率作业、临时性吊装 | ★(低) |
| 无线遥控 | 工业无线遥控器(如HBC、Tele Radio)替代有线手柄,地面操作 | ±30~80mm(仍依赖人工目测) | 中小吨位、作业区域不固定、操作员需灵活移动 | ★★ |
| 半自动控制 | PLC+变频器驱动,预设工作循环,手动启停自动执行单步动作 | ±10~20mm(闭环反馈定位) | 固定工艺路线、重复性搬运输送、仓储出入库 | ★★★ |
| 全自动控制 | PLC+变频器+传感器融合,全流程自动运行,HMI监控 | ±3~10mm(编码器+激光测距联合定位) | 立体仓库、自动化产线上下料、精密装配 | ★★★★ |
| 无人化控制 | 5G远程监控+AI视觉+3D环境感知+智能调度,完全无人值守 | ±1~5mm(多传感器融合+闭环防摇PID) | 黑灯工厂、危险环境(高温/辐射/有毒)、24小时连续作业 | ★★★★★ |
从上表可以看出,从手动控制到无人化控制,定位精度从厘米级提升至毫米级,操作模式从完全依赖人工经验逐步演进至AI自主决策,投资等级也相应递增。企业应根据自身生产工艺要求、投资预算和运维能力合理选择适配的自动化层级。
二、PLC控制系统设计
可编程逻辑控制器是起重机自动化控制系统的大脑中枢。克鲁德重工基于西门子全系列PLC产品构建了两套标准控制方案:面向常规控制需求采用西门子S7-1200系列PLC,面向高性能高可靠性需求采用西门子S7-1500系列PLC。
2.1 西门子S7-1200标准方案
S7-1200系列PLC适用于中小吨位起重机(额定载荷≤50t)、控制轴数不超过4轴(大车、小车、主起升、副起升)的场合。典型配置为CPU 1215C DC/DC/DC(集成14DI/10DO/2AI),扩展一个SM 1223数字量混合模块(8DI/8DO)和一个SM 1234模拟量输入输出模块(4AI/2AO),使用SB 1232信号板增加一路模拟量输出。编程软件采用西门子TIA Portal V17及以上版本,编程语言以LAD(梯形图)为主,结合SCL(结构化文本)编写轴控制与PID运算逻辑。S7-1200通过PROFINET接口与变频器G120和HMI KTP系列组网,循环时间设定为10ms,基本满足通用桥式起重机和门式起重机的实时性要求。
2.2 西门子S7-1500高性能方案
对于大型铸造起重机、冶金起重机、造船门机等要求高实时性、多轴协同(6轴以上)和SIL3安全集成的场景,采用S7-1500系列PLC。推荐配置CPU 1516F-3 PN/DP(集成安全功能F-CPU),扩展ET200SP远程I/O站(分布式安装于起重机的端梁和起升机构附近),配合工艺模块TM Timer DIDQ用于高速计数编码器信号采集。S7-1500的等时同步模式(IRT)可实现各轴位置指令同步精度优于0.1ms,PROFINET通信更新率设定为1ms,保障多轴协调运动的稳定可靠。安全相关逻辑采用F-LAD或F-SCL编程,安全程序与标准程序分开运行在独立的安全通道中。
2.3 PLC控制程序核心模块
起重机PLC控制程序按功能划分为以下核心模块:
- 主流程逻辑模块: 管理起升、小车运行、大车运行的顺序控制、互锁保护和工作模式切换(手动/半自动/全自动)。
- 速度给定模块: 根据操作指令(手柄比例值/自动位置偏差量)生成变频器速度给定值,包含S形加减速曲线计算和多段速切换逻辑。
- 位置闭环调节模块: 读取编码器/激光测距仪位置反馈,运行PID或前馈-反馈复合控制算法,输出位置修正量至速度给定。
- 防摇控制模块: 基于输入整形技术(Input Shaping)或闭环PID防摇算法,计算抑制吊具摆动的补偿速度。
- 安全联锁模块: 超速检测、载荷超限保护、限位保护、门锁监控、急停逻辑,经安全PLC独立处理。
- 通信接口模块: 负责PROFINET数据交换、与上位机SCADA系统的OPC UA数据交互及与无线终端的数据收发。
三、变频调速系统
变频调速系统是起重机自动化控制的动力执行核心,直接影响起升机构的平稳升降、大小车运行的精准定位和整机能耗水平。克鲁德重工采用西门子SINAMICS系列变频器构建了两套标准驱动方案:G120通用型和V90伺服型。
3.1 SINAMICS G120变频器在起升机构中的应用
西门子SINAMICS G120变频器(功率范围0.37kW~250kW)适用于起重机起升、大车和小车驱动。G120采用模块化设计,控制单元(CU250S-2 PN)与功率模块(PM240-2/PM250)分离安装,支持PROFINET通信和V/f控制、矢量控制(VC)及伺服控制三种控制模式。在起重机应用中推荐使用带编码器矢量控制(VC with encoder),速度控制精度可达0.01%额定转速,转矩响应时间小于5ms,满足起升机构零速悬停和防溜钩需求。
起升机构变频控制的关键技术包括:
- 四象限运行: 起升下降再生能量通过制动电阻或共用直流母线回馈至电网,节电率可达20%~35%。
- 零速悬停: 激活G120的”零速转矩保持”功能,在零速指令下输出额定转矩150%的保持力矩,配合机械制动器实现安全悬停。
- 多段速预置: 根据载荷重量自动切换速度档位——轻载高速(额定速度100%)、中载中速(60%)、重载低速(30%),兼顾效率与安全。
- 抱闸控制逻辑: 变频器内部集成的抱闸控制功能(Brake Control)确保只有在电机建立足够转矩后才释放机械制动器,避免溜钩事故。
3.2 SINAMICS V90伺服驱动器在精密定位中的应用
对于定位精度要求≤5mm的精密搬运场景(如自动化立体仓库堆垛机、精密装配吊运),采用西门子SINAMICS V90伺服驱动器配合SIMOTICS S-1FL6伺服电机。V90支持PROFINET通信和EPOS(Easy Position)内部定位功能,无需额外的定位控制模块即可完成点到点定位、电子齿轮同步和凸轮曲线追踪。在闭环定位模式下,V90配合20位绝对值编码器(分辨率约0.01°)和激光测距仪位置反馈,重复定位精度可达±1mm。
V90的”自适应滤波器”功能可自动抑制起重机机械共振频率(通常在5~20Hz),减少大小车加减速过程中的结构振动,对提高定位精度和操作舒适性有明显效果。在防摇应用中,V90的转矩前馈功能可提前补偿电机负载变化对钢绳摆动的扰动。
3.3 变频调速的关键参数设置
| 参数项 | G120 (起升) | G120 (大小车) | V90 (精密定位) |
|---|---|---|---|
| 控制模式 | 带编码器矢量控制 (VC) | 无编码器矢量控制 (SLVC) | EPOS定位控制 |
| 加减速时间 | 3~8s(根据起重量调整) | 2~5s | 0.5~2s |
| S形曲线时间 | 1~3s | 0.5~2s | 0.2~0.5s |
| 转矩限幅 | 150%~180% | 120%~150% | 200%~300% |
| 速度环比例增益 | 10~30 | 5~20 | 30~80 |
| 速度环积分时间 | 20~50ms | 20~100ms | 5~20ms |
四、定位与防摇系统
定位精度和防摇控制是衡量起重机自动化水平的核心指标。传统手动操作依赖操作人员的视觉判断和经验积累,定位误差大、效率低且存在安全隐患。克鲁德重工采用多传感器融合定位与闭环防摇控制技术,实现了毫米级的精确定位和快速消摆。
4.1 多传感器融合定位系统
起重机的定位系统按照检测原理和安装方式的不同,主要采用以下三类传感器协同工作:
绝对值编码器: 安装在大小车驱动电机的非负载端或减速机高速轴,直接测量电机旋转角度和圈数,换算为运行距离。推荐使用多圈绝对值编码器(如SICK AFS60/AFM60或Pepperl+Fuchs PVM58系列,分辨率达到16~18位),断电后无需回零操作,上电即可获得绝对位置值,适应起重机频繁断电的工况。
激光测距仪: 安装在端梁或小车架上,向固定在厂房的反射板发射激光束,通过飞行时间法(ToF)或相位法测量直线距离。克鲁德重工推荐使用SICK DL100 Pro(相位法,量程100m,精度±2mm)或Pepperl+Fuchs OMD30M-R2000-B23-V1V1D-1L(脉冲法,量程30m,精度±5mm)。激光测距仪配合绝对值编码器可形成冗余定位校验,当两种传感器读数偏差超过设定阈值(如10mm)时触发故障报警,提高系统完整性。
格雷母线(感应式编码定位): 适用于露天门式起重机、轨道式集装箱门机等长距离户外场景。格雷母线沿轨道敷设,天线箱安装在起重机移动端,通过电磁耦合原理实现无接触式绝对位置检测,量程可达400m以上,分辨率2mm,不受雨雪、灰尘等恶劣环境影响。
4.2 闭环防摇控制技术
起重机吊具摆动是制约自动化和高速化作业的主要难题。当起重机快速启停或遭遇外部扰动时,钢丝绳柔性连接的特性会导致吊具产生周期性的单摆或复合摆动。克鲁德重工采用二级防摇控制架构:
一级防摇——输入整形(Input Shaping): 在PLC的速度指令输入端嵌入输入整形滤波器,将原始的阶跃式速度指令转换为由两个或多个脉冲序列叠加的整形指令序列。通过控制脉冲的幅值和时延(通常为半个摆动周期T/2),使前向波和后向波在吊具处反相抵消,从而在理论上消除摆动。输入整形器系数通过摆动频率ω=√(g/L)(L为钢绳长度)实时计算,适应不同起升高度的变化。该方法不需要摆动角度反馈,实现简单,适用于半自动控制场景。
二级防摇——闭环PID主动防摇: 在全自动和无人化场景中,通过安装在吊具上方的摆动传感器(倾角传感器或加速度计)或小车处的视觉识别系统实时检测吊具摆动角度θ和摆动角速度ω,将检测信号输入PLC的PID防摇控制器。控制器输出速度补偿量叠加到大小车的运行速度指令上,使小车在运动中始终”追赶”吊具的摆动中心,从而主动抑制摆动。采用LQR(线性二次型调节器)或MPC(模型预测控制)等现代控制算法可进一步提高防摇效果,配合前馈控制对起升高度变化引起的参数摄动进行补偿,可在2~3个摆动周期内将摆角抑制到±0.5度以内。
五、安全控制系统
起重机作为特种设备,安全控制系统是其自动化改造的底线和红线。克鲁德重工按照GB/T 3811-2008《起重机设计规范》和GB 6067.1-2010《起重机械安全规程 第1部分:总则》的要求,构建了基于SIL3安全完整性等级的多层级安全防护体系。
5.1 安全PLC与安全架构设计
在高安全要求的起重机控制系统中,采用西门子S7-1200F或S7-1500F安全型PLC。F系列PLC内置两个独立的处理内核——标准内核运行常规控制程序,安全内核运行安全功能程序(F-runtime),两核互锁校验确保任何一个单点故障均能被检测并导向安全状态。安全信号通过PROFIsafe协议(IEC 61784-3-3)在PROFINET总线上传输,PROFIsafe报文在标准以太网帧基础上增加了CRC校验码、序列号和时间戳,防止数据重复、丢失、插入或篡改,达到SIL3安全等级。
安全架构采用”冗余+多样性”原则:
- 双通道急停回路: 每台起重机至少设置两个独立的急停按钮(司机室内和地面操作点),串联接入安全PLC的F-DI模块,按下任意一个即触发安全停机。
- 安全门锁互锁: 端梁走道门、电气柜门、司机室门均安装安全门锁开关(推荐SICK i10 Lock或施迈赛AZM系列),开门即切断对应区域驱动电源。
- 超速检测: 起升机构安装安全编码器(SICK DFS60S Pro SIL3),将脉冲信号直接送入安全PLC的F-DI高速计数通道,设定超速阈值(通常为额定速度×1.25),超速时触发紧急制动。
- 载荷限制器: 采用双冗余载荷传感器(测力销或剪切梁式传感器,精度±0.5%FS),安全PLC实时比较两路载荷信号,偏差超限或载荷超额定值110%时报警并禁止起升动作。
5.2 LiDAR激光雷达区域防护
为保障起重机行走区域的人员安全,在大车端梁和小车两侧安装SICK microScan3或Pepperl+Fuchs R2000型安全激光扫描仪(LiDAR)。LiDAR以270°扫描范围内50mm分辨率实时检测是否有人或障碍物进入危险区域,检测距离最大可达8m(可配置保护区/警告区两级区域)。当检测到人员侵入保护区时,安全PLC在20ms内触发安全停机(STO,Safe Torque Off),停止对应方向的所有驱动。LiDAR安全等级达到SIL3(IEC 61496-3 Type 3),相比传统安全触边和光栅具有更大的检测范围和更高的灵活性。
5.3 防碰撞与空间安全防护
多台起重机在同跨厂房内协同作业时,必须防止碰撞事故。克鲁德重工采用区域联动控制策略:每台起重机通过PROFINET将自己的位置坐标和运行方向实时广播至环网上的相邻起重机控制器,接收方PLC计算相对距离,当距离小于安全停车距离(通常设定为最小制动距离×1.5倍)时自动降速运行;当距离小于极限距离时触发紧急停止。对于有固定障碍物的区域(如立柱、堆垛垛位),在PLC中预设虚拟限位区域,起重机接近时自动减速避让。
国家标准引用:安全系统设计严格遵循以下标准的强制性条文及推荐做法——
- GB/T 3811-2008《起重机设计规范》
- GB 6067.1-2010《起重机械安全规程 第1部分:总则》
- ISO 13849-1《机械安全——控制系统安全相关部件》
- IEC 61508《电气/电子/可编程电子安全相关系统的功能安全》
六、通信与网络系统
通信网络是连接起重机各个控制节点的数据高速公路,其可靠性和实时性直接决定了自动化控制系统的性能上限。克鲁德重工构建了以PROFINET工业以太网为骨干、结合WiFi6无线和5G蜂窝通信的多层次通信体系。
6.1 PROFINET环网骨干通信
PROFINET是起重机自动化控制系统的首选通信协议,基于标准100Mbps/1Gbps工业以太网,支持RT(实时,周期1~10ms)和IRT(等时同步,周期0.25~1ms)两种通信通道。环网拓扑结构在每台起重机的电气柜内安装SCALANCE XC208或XR324交换机,通过双绞线或工业光纤组成物理环网,使能MRP(介质冗余协议)后,任意一点断链可在200ms内自动恢复通信,满足起重机对通信高可用性的要求。
PROFINET网络承载以下数据流量:
- PLC与变频器之间的周期性过程数据(速度给定、实际速度、状态字、转矩电流等,每个数据包≤100字节,更新周期2~4ms)
- PLC与远程I/O站ET200SP之间的数字量/模拟量信号采集(DI/DO/AI/AO,更新周期4~8ms)
- PROFIsafe安全通信(急停、门锁、超速等安全信号,更新周期6~10ms,SIL3认证)
- PLC与HMI之间的数据交换(缓存变量域,非周期性读取)
6.2 WiFi6无线通信方案
对于旋转机构(如回转式塔吊的旋转平台)或长距离移动的门式起重机,有线电缆拖链方案存在磨损、断裂和更换成本高的问题。克鲁德重工采用WiFi6(IEEE 802.11ax)工业无线方案替代传统电缆。在厂房顶部或立柱上安装多个SCALANCE W1780工业AP(接入点),在起重机电气柜内安装SCALANCE W7740客户端模块。WiFi6的OFDMA(正交频分多址)技术允许多个客户端在同一频段同时传输数据,有效降低碰撞时延,支持每台起重机50Mbps以上的数据吞吐量,可同时传输PLC实时数据、摄像头视频流和HMI远程桌面。
6.3 5G工业专网远程控制
面向无人化起重机跨厂区甚至跨城市远程监控的场景,克鲁德重工与运营商合作部署5G SA(独立组网)工业专网方案。在起重机端部署5G工业网关(支持MPUPT和URLLC切片),通过5G网络将PLC数据、视频流、LiDAR点云数据等实时上传至远程监控中心。5G专网端到端时延稳定在8~12ms,上行带宽可达200Mbps以上,满足在异地操作员站对起重机进行毫秒级远程操控的需求。同时5G网络切片技术支持控制数据与视频数据的隔离传输,保障控制指令不受大流量视频数据的干扰。
七、远程监控系统
远程监控系统是起重机自动化控制体系的”眼睛”和”仪表盘”,实现对设备运行状态、作业数据和故障信息的全方位可视化监控。克鲁德重工基于西门子WinCC OA(Open Architecture)和SCADA平台,构建了面向集团级和厂区级的远程监控解决方案。
7.1 本地HMI人机界面
每台起重机配套一台西门子KTP700 Basic PN或KTP1200 Comfort系列触摸屏HMI,安装在司机室控制台上。HMI通过PROFINET接口与PLC直连,显示内容包括:各机构运行状态(运行/停止/故障)、实时位置坐标、吊重数据、故障报警列表、操作模式选择(手动/半自动/全自动)、参数设置界面和维护保养提醒等。HMI采用TIA Portal WinCC组态软件开发,画面布局遵循”三区原则”:上方为状态指示区,中间为动态流程图区,下方为操作导航区。
7.2 上位机SCADA监控平台
厂区级SCADA集中监控平台部署在中央控制室,通过工业以太网接入同跨厂房内的所有起重机PLC。平台采用西门子WinCC V7.5或WinCC Unified,支持以下核心功能:
- 设备总览: 以俯视图方式展示厂房内所有起重机的实时位置、运行状态和任务执行进度,支持颜色映射(绿色=运行,黄色=待机,红色=故障)。
- 趋势分析: 以曲线形式记录和回放关键参数的历史变化趋势,包括起升电机电流、变频器输出频率、运行速度、载荷率等,辅助设备健康度评估。
- 故障诊断: 接收PLC通过PROFINET上传的故障报文,自动解析故障代码和可能原因,并给出维修建议,支持短信和邮件报警推送。
- 报表生成: 按日/周/月自动生成设备运行报表,包括开机率、作业量、能耗统计、故障停机时间等KPI指标。
7.3 云平台远程监控
对于集团级客户,克鲁德重工提供基于MindSphere(西门子工业云平台)或自建私有云的远程监控方案。通过在起重机PLC上配置CP 1543-1通信模块(支持OPC UA服务器功能),将设备实时数据通过5G/有线网络上传至云端的物联网平台。远程监控支持PC端网页浏览器和手机端APP查看,集团总部管理层可不限地域实时了解旗下各厂区起重机的运行态势和OEE(设备综合效率)数据,实现资产全生命周期管理。
更多关于起重机远程监控系统的部署方案和实际案例,可参考本站相关专题文章:起重机远程监控与智能运维系统设计及工业起重机PLC控制系统选型与配置指南。
八、MES/WMS系统对接
起重机自动化控制系统只有与企业上层信息系统(MES制造执行系统、WMS仓储管理系统)深度集成,才能实现智能制造的闭环流程。克鲁德重工采用OPC UA(统一架构)作为标准数据交换接口,实现起重机控制系统与MES/WMS之间的双向数据互通。
8.1 OPC UA信息模型与数据映射
OPC UA作为IEC 62541标准定义的跨平台通信协议,天然支持工业4.0的面向服务架构。在起重机PLC侧,通过西门子S7-1500集成的OPC UA服务器功能(CPU固件V2.9及以上版本),将起重机运行数据按标准信息模型发布。数据映射表如下:
| OPC UA变量节点 | 数据类型 | 说明 |
|---|---|---|
| Position.X | Double (m) | 大车方向位置坐标 |
| Position.Y | Double (m) | 小车方向位置坐标 |
| Position.Z | Double (m) | 起升高度 |
| LoadWeight | Double (kg) | 当前吊重 |
| TaskStatus | Int32 | 任务状态:0=空闲,1=执行中,2=完成,3=异常 |
| TaskID | String | MES下发的任务编号 |
| AlarmCode | Int32 | 当前故障代码(0=无故障) |
| SpeedHoist/SpeedTrolley/SpeedBridge | Double (m/s) | 各机构实时速度 |
8.2 与MES系统的交互流程
典型交互流程如下:MES根据生产排程向下料工位或立体仓库下发搬运任务(包含源位置、目标位置、物料编码、优先级等信息),OPC UA客户端读取任务后写入PLC的TaskID和任务参数数据块。PLC程序解析任务并自动调度起重机执行搬运动作:自动行驶至源位置上方、自动下降取货、自动提升至安全高度、自动行驶至目标位置、自动下降放货、自动回位待命。任务完成后PLC将完成标志和实际作业日志(时间戳、实际路径、能耗等)写回OPC UA变量,由MES系统采集并存档。
8.3 与WMS仓储系统的数据联动
在自动化立体仓库场景中,WMS系统管理库位的库存状态(空闲/占用/锁定),起重机从WMS获取目标库位的坐标、库位尺寸和货物重量信息后自动执行入库、出库和盘库作业。为提高效率,可采用批量拣选策略——WMS一次性下发多个任务,PLC内部的任务调度模块根据任务优先级和起重机当前位置自动规划最优执行顺序和路径,减少空行程和时间浪费。
九、常见问题FAQ
问:起重机自动化控制系统的组成有哪些核心部件?
答: 起重机自动化控制系统主要由可编程逻辑控制器(PLC,如西门子S7-1200/S7-1500)、变频调速装置(西门子SINAMICS G120/V90)、人机界面(HMI,如西门子KTP系列或威纶通)、传感器系统(绝对值编码器、激光测距仪SICK/Pepperl+Fuchs、格雷母线)、通信网络(PROFINET环网、WiFi6、5G)、安全控制系统(安全PLC、LiDAR、SIL3级安全模块)以及执行机构(电机、制动器、变频电机)等核心部件组成。各部件通过工业总线互联,形成从感知→决策→执行→反馈的完整控制闭环。
问:闭环防摇控制在起重机自动控制中是如何实现的?
答: 闭环防摇控制通过传感器实时检测吊具的摆动角度和位置,将检测信号反馈至PLC控制器,PLC结合PID控制算法、输入整形技术或更高级的LQR/MPC模型预测控制算法,计算出反向补偿控制量并输出至变频器,通过调整大小车运行电机的加减速曲线和速度动态补偿,实现对吊具摆动的主动抑制。在西门子S7-1500配合G120/V90的平台上,采用闭环PID防摇结合输入整形前馈的复合控制策略,典型消摆时间可控制在3个摆动周期以内,定位精度达到±5mm。
问:起重机的SIL3安全等级系统包含哪些关键技术?
答: SIL3安全等级系统包含安全PLC(如西门子S7-1500F或S7-1200F系列)、安全编码器、安全激光扫描仪(LiDAR)、安全继电器模块、双通道冗余制动控制系统、急停回路、门锁联锁、超速检测、载荷限制器及防碰撞雷达。系统遵循GB 6067.1-2010和ISO 13849-1标准,所有安全信号走独立的安全PROFIsafe协议通道,与标准控制逻辑物理隔离。在安全架构中,任何单点故障均能被安全PLC在20ms内检测并触发安全停机(STO),确保设备和人员安全。
问:全自动起重机与无人化起重机的主要区别是什么?
答: 全自动起重机在预设程序和传感器反馈下能够自动完成抓取、搬运和卸载的全流程作业,但现场仍需配置巡检人员对设备状态进行定期检查和应急干预。无人化起重机则在此基础上进一步取消了任何现场操作和巡检人员,完全依赖远程监控中心(通过5G/工业以太网回传实时数据),结合机器视觉AI识别、3D环境感知雷达(LiDAR)、智能调度系统和数字孪生平台,实现全自主作业、故障自诊断和预测性维护,真正达到黑灯工厂24小时无人值守运行。
十、结语
从手动控制到无人化智能控制,克鲁德重工起重机自动化控制系统覆盖了从基础电气化到全面信息化的完整演进路径。本文系统解析了以西门子PLC(S7-1200/S7-1500)为控制核心、SINAMICS G120/V90变频器为驱动核心、PROFINET为通信骨干、编码器与激光测距融合定位、闭环PID防摇、SIL3安全PLC防护的完整技术体系,并深入探讨了远程监控与MES/WMS系统对接的工业互联网解决方案。
随着5G+工业互联网、数字孪生、人工智能和边缘计算技术的持续发展,起重机自动化控制系统正朝着更智能、更安全、更高效的方向演进。克鲁德重工将继续深耕核心控制算法和系统集成能力的提升,为冶金、港口、造船、电力、机械制造等领域提供满足不同自动化等级需求的定制化起重机控制系统解决方案,助力中国制造业向智能、绿色的方向迈进。
如需进一步了解起重机PLC控制系统的详细选型与配置方法,推荐阅读本站专题文章:起重机远程监控与智能运维系统设计和工业起重机PLC控制系统选型与配置指南,获取更具深度的技术数据和工程实践经验。
